哪里有卖蒸发器焊接机|蒸发器钎焊
- 哪里有卖蒸发器焊接机,蒸发器钎焊机,蒸发器焊机,铜管焊机,铁管焊机,铝管钎焊机,高频焊接机,高频感应焊机,高频钎焊机,高频焊接设备,手持式感应焊机,小型高频机,非标定制感应焊机设备,根据不同工件定制……
- 咨询热线:0760-86151989
-

哪里有卖蒸发器焊接机,蒸发器钎焊机,蒸发器焊机,铜管焊机,铁管焊机,铝管钎焊机,高频焊接机,高频感应焊机,高频钎焊机,高频焊接设备,手持式感应焊机,小型高频机,非标定制感应焊机设备,根据不同工件定制感应线圈。
高频机一机多用:
一、热处理行业
1、各种汽、摩配高频淬火热处理,如:曲轴、连杆、活塞销、凸轮轴、气门、变速箱内的各种齿轮、各种拔叉、各种花键轴、传动半轴、各种小轴曲柄销、各种摇臂、摇臂轴等高频淬火热处理。汽车摩托车零部件热处理、
标准件热墩、螺母热墩、铜标材加热、
2、五金工具高频淬火热处理,如老虎钳、锤、大力钳、扳手
3、液压元件如:柱塞泵的柱塞、转子泵的转子、各种阀门上的换向轴、齿轮泵的齿轮等高频淬火。
4、各种电动工具齿轮轴的高频淬火热处理。
5、各种木工工具,如:斧头、刨刀等热处理。
二、锻压行业
1、钢板加热,折弯成型。
2、标准件,紧固件的透热成型。
3、五金工具透热,如钳子,扳手等加热透热成型。
4、探矿钎杆锥柄挤压。
5、钢管透热成型如弯管等。
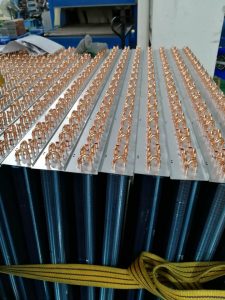
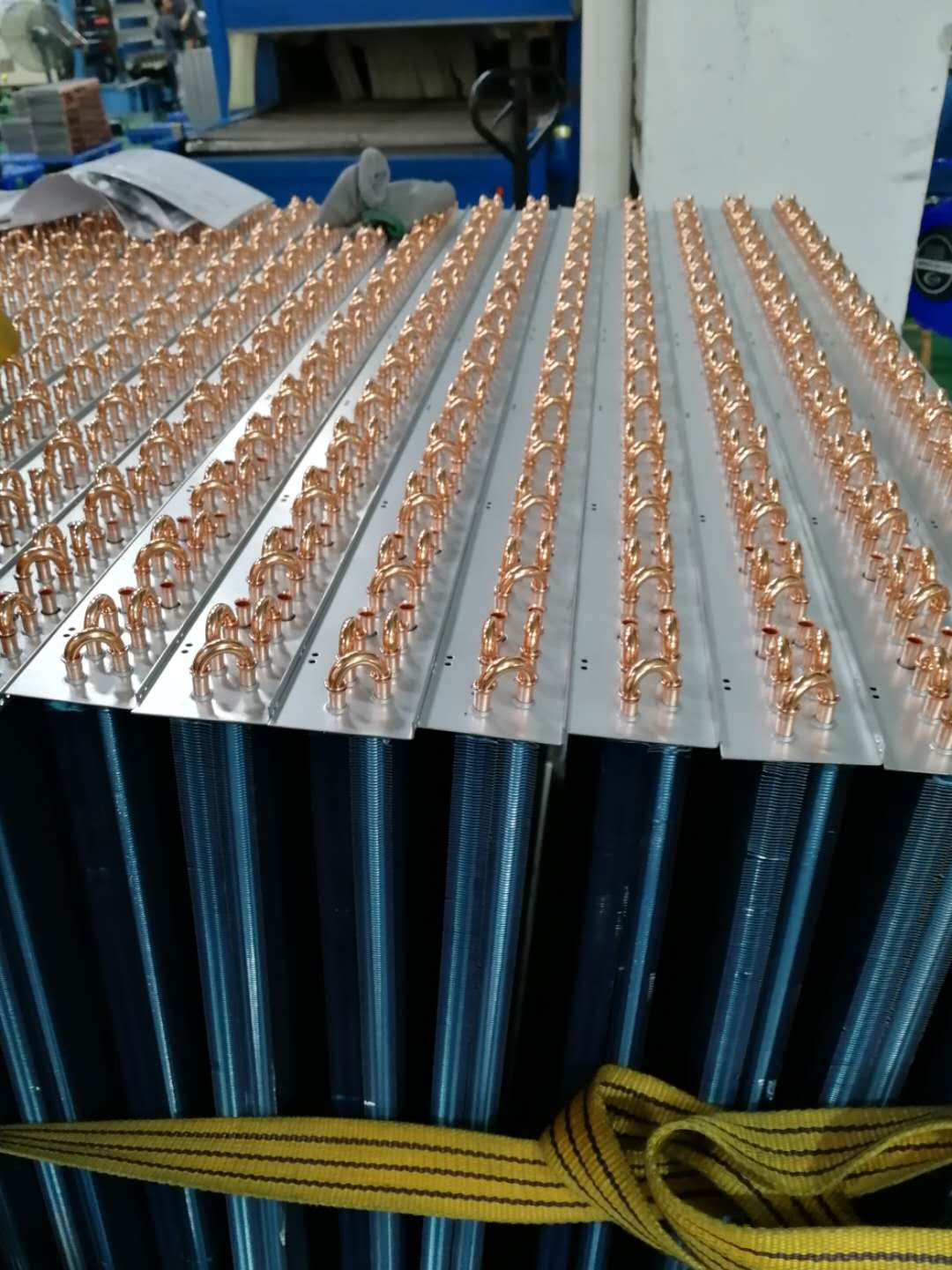
三、钎焊:
1、各种五金机械配件的焊接:五金卫浴产品、制冷铜配件、灯饰配件、精密模具配件、五金拉手、打蛋器、合金钢与钢、钢与铜、铜与铜等同种金属或异种金属的银焊、铜焊;
2,硬质合金刀具的焊接。如车刀,铣刀麻花钻热轧、钳子、锤子、扳手、断线钳等;
3,金刚石刀头的焊接、如金刚石锯片的焊接、磨具、锯齿焊接。
4,探矿用的钻头焊接、如一子钻头,羊角钻头的焊接。
5,黄铜、紫铜、不锈钢锅底等金属材料的复合焊接。

更多高频焊机型号、高频钎焊机应用请点击豪宇机电有限公司官网